1.配方含义

伺服速度:伺服一段拧紧的速度
伺服扭矩:伺服一段拧紧的最大允许扭矩,超过会报警
伺服位移:螺丝下降到该位置后,伺服进入二段拧紧,减速。一般该位置比伺服到位位移大2~3mm。
伺服到位速度:伺服二段拧紧的速度,低速走向交付位置
伺服到位扭矩:伺服二段拧紧的最大允许扭矩,超过会报警“伺服堵转”。一般是由螺丝胶过厚或支架里面的螺纹孔过小引起,如果增大到100%仍然报警,通知领班恢复螺丝沾油。
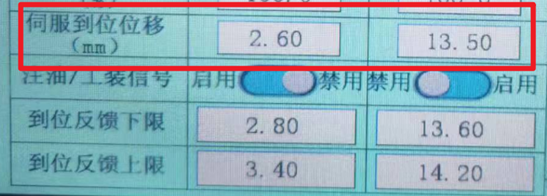
伺服到位位移:螺丝下降到该位置后,伺服停转。
注油/工装信号:不同产线这一行的功能不一样,有的是螺母正反拉,有的是支架是否注油,有的是该导轨是否穿销。该设定千万不要动。
到位反馈上/下限:伺服完全停止后,螺丝位置的上下限。
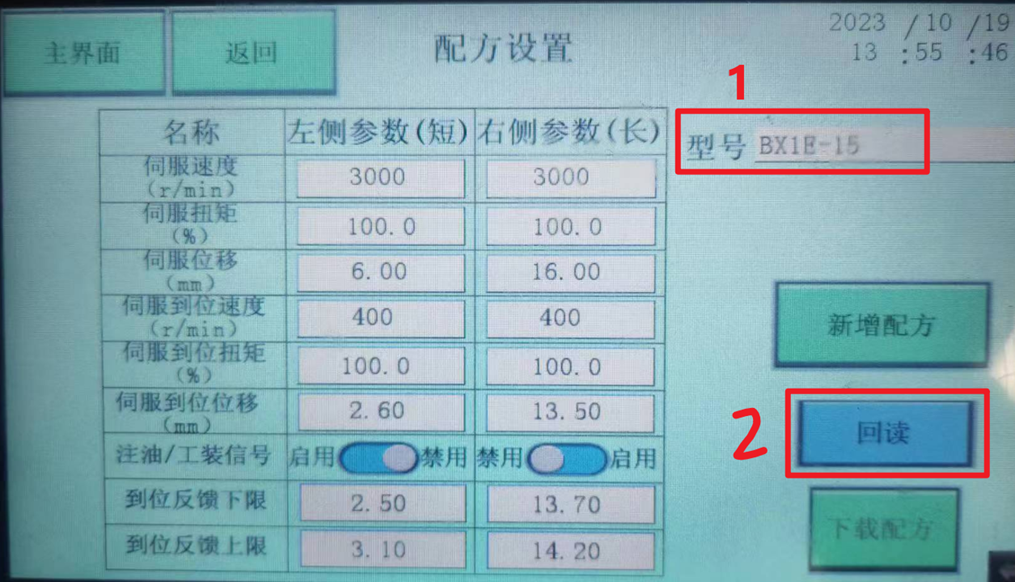
2.如何更改配方
(1)选中当前型号,点击“回读”,读取当前实际参数
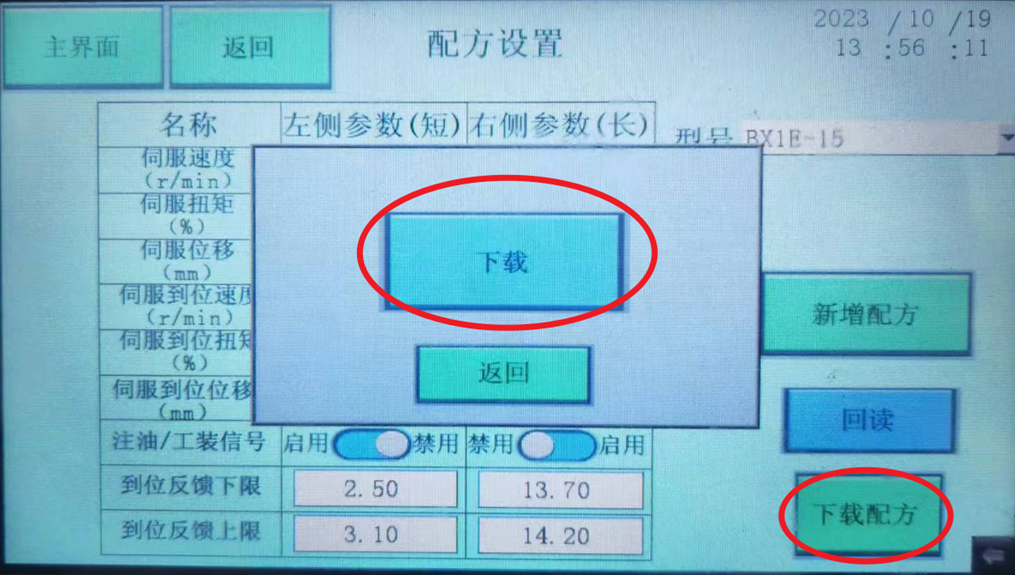
(2)修改完参数后,点击“下载配方”-->“下载”-->“返回”
(3)去换型界面,选当前型号,点“确认换型”à再次确认。
注意:左右两个手自动旋钮必须都在手动位,且设备无报警。
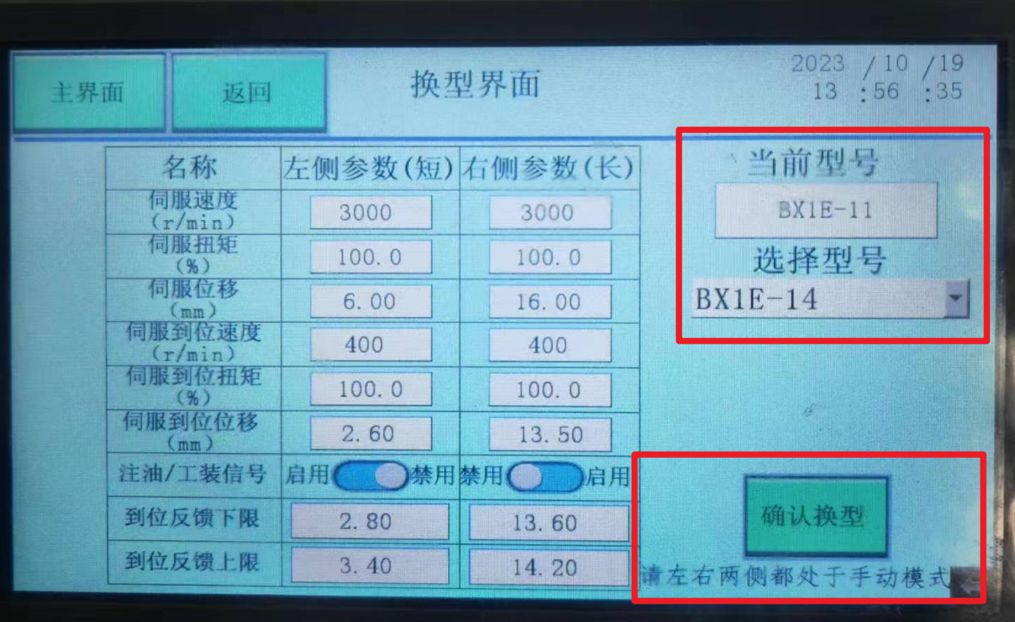

(4)换型界面的参数是实时的,核对下参数是否修改成功。
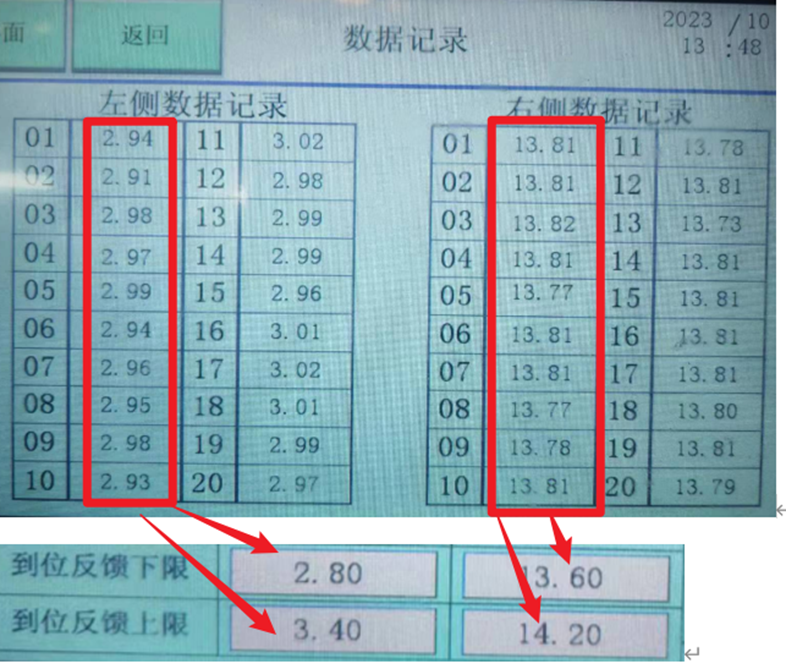
3.如何调整螺丝交付位置及上下限
联系SPC,通过调整伺服到位位移,使停止后调节螺丝交付位置在中值,此时查看最新数据记录里面的实际位置,上下限为——记录的停止位置±0.2mm。