P-1000微电极水平拉制仪——设备构造
一、P-1000的组成部分
P-1000的主要组成部分有:
1、箱体。箱体的结构件分为3块;主要箱体部分,用于安装电源,主控板,变压器。前面板,安装显示屏,频幕驱动板,旋钮。顶盖,安装气泵,电磁铁,速度传感器,干燥罐,以及拉针结构件。
2、电源。该拉制仪使用48V开关电源为主控板和显示板供电,电源型号SP-320-48,该型号没有在明纬电源官网查到,不清楚是否已经被升级替换为RSP系列。
3、主控板。主控板直接控制气泵,电磁铁,变压器,以及电磁阀,此外,主控板还负责读取拉制时的线速度传感器信息读取,温度传感器信息读取,以及与前面板通信。
4、显示板。显示负责触控屏的控制。
5、变压器。变压器连接铂金丝,负责铂金丝的加热,变压器由主控板直接驱动。
6、气泵。气泵由主控板驱动,气泵通过单向阀、电磁阀连接到加热模块底座处。
7、电磁铁。
8、光耦。
二、P-1000的内部连接
电源部分:
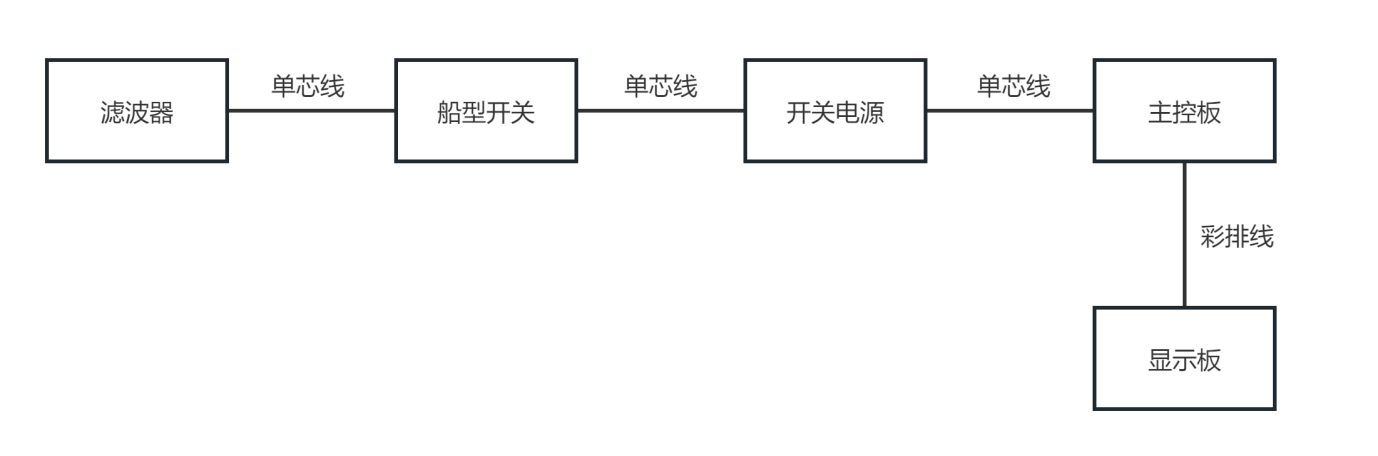
电源滤波器使用的是泰科电子(TE Connectivity)的6EGS1-2,船型开关串接在火线上,显示板也是48V供电,只是从主控板上取的48V。
主控板:
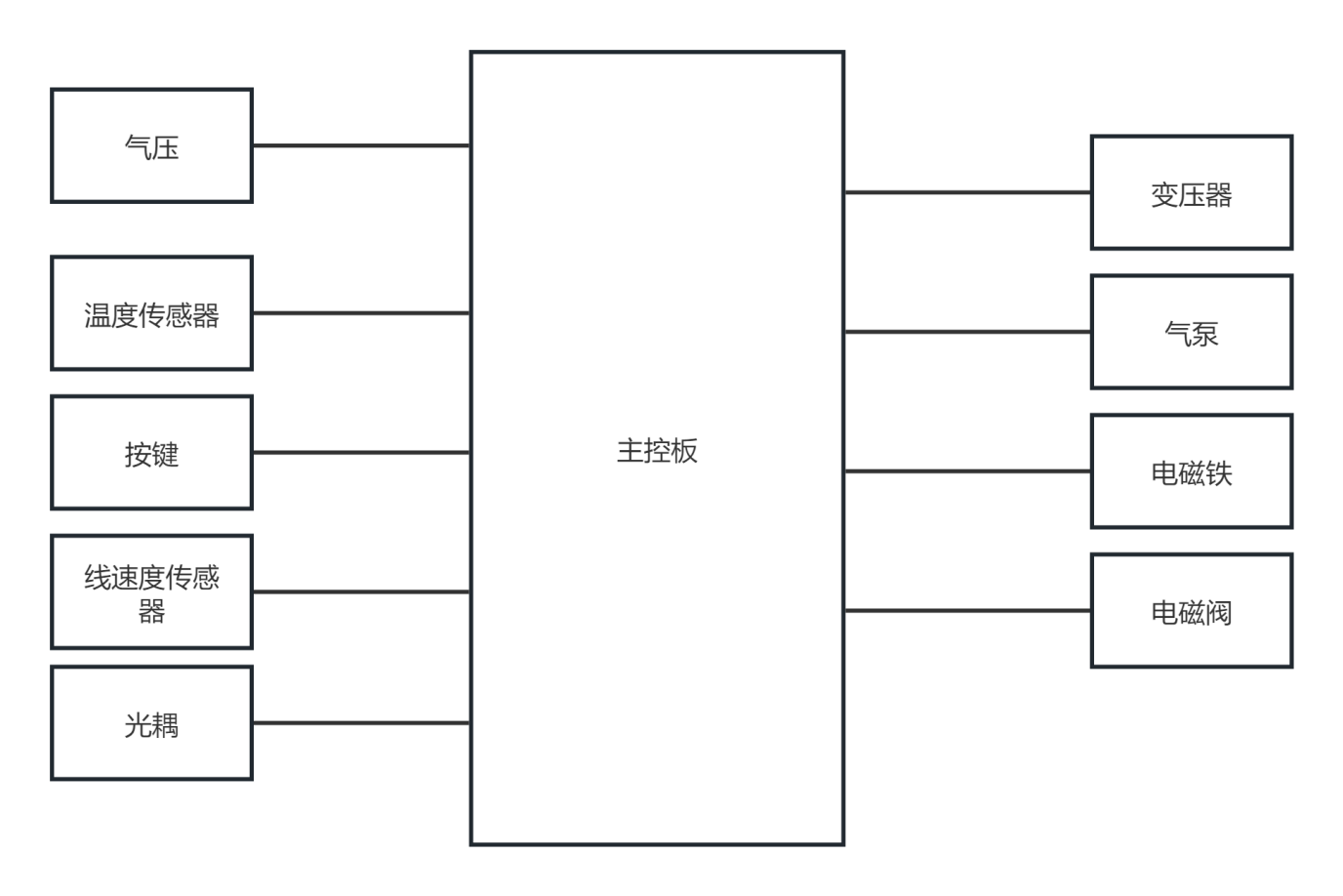
主控板驱动的部分:
1、变压器。
2、气泵。
3、电磁铁。(备注:电磁铁在拉制膜片钳等应用时,电磁铁并不会上电,只会在拉制锥度超长的针时,才会被驱动,因此,大部分应用时,该电磁铁相当于一个固定重量的砝码。)
4、电磁阀。电磁用于控制喷气的通断,当相当于一个喷气开关。
主控板接收的信号:
1、气压信号。气压传感器内置于主控板上,喷气回路上通过三通阀连接到气压传感器上,主控板检测气压信号来判断是否需要加压。
2、温度传感器。该温度传感器安装在加热丝下方的铜块上,暂时不明用于何种检测,从温度传感器的引脚和外形判断,推测应该是18B20类型的温度传感器。
3、按键。前面板上的“PULL”和“REST”按键直接连接到主控板上。
4、线速度传感器。该传感器是整个系统的核心,具体原理下一个章节描述。
5、光耦。光耦用于判断拉制过程是否结束。
三、P-1000各个模块的详细构成
1、吹气模块。
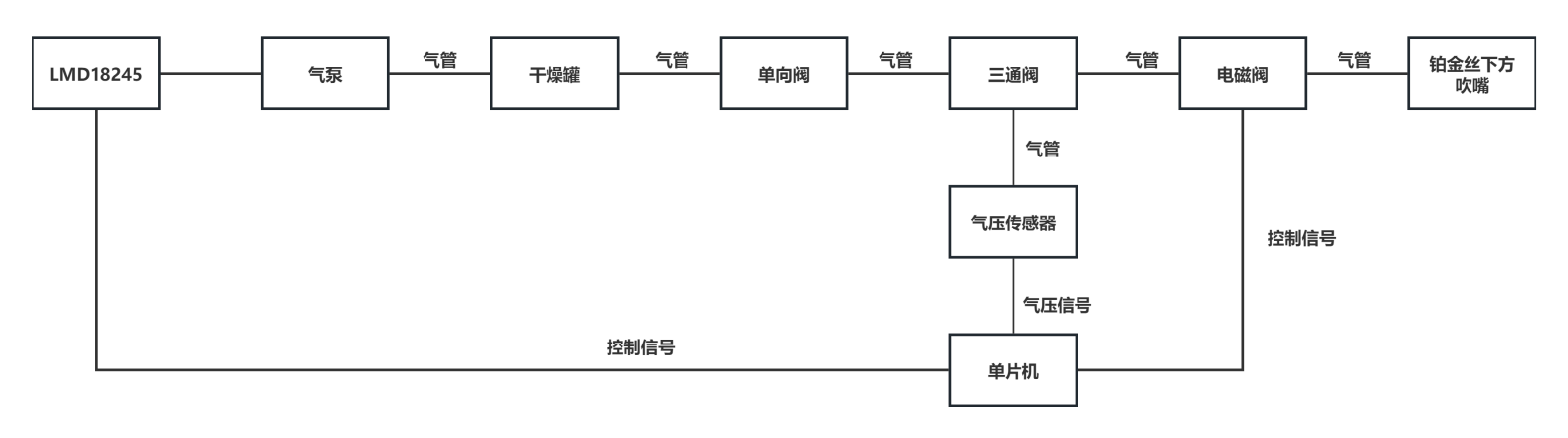
驱动气泵的是Ti公司的LMD18245,有刷电机驱动芯片,具体电路使用的是数据手册内推荐电路,气泵型号不明,外部无标识。
气泵经过干燥管后连接单向阀,单向阀是为了防止吸入异物导致气泵故障,型号忘记记了。
三通阀将引入气压信号,单片机采集气压传感器的值来实时检测气压回路的气压值,实时控制气压回路的气压。
电磁阀相当于开关,型号是LEE公司的LHDA1231115H,整个吹气过程并不是气泵直接吹气,而是加压到一定压力值,再通过电磁阀来控制吹气,类似于给气球打气,然后手动控制气嘴的开通。
2、拉制模块
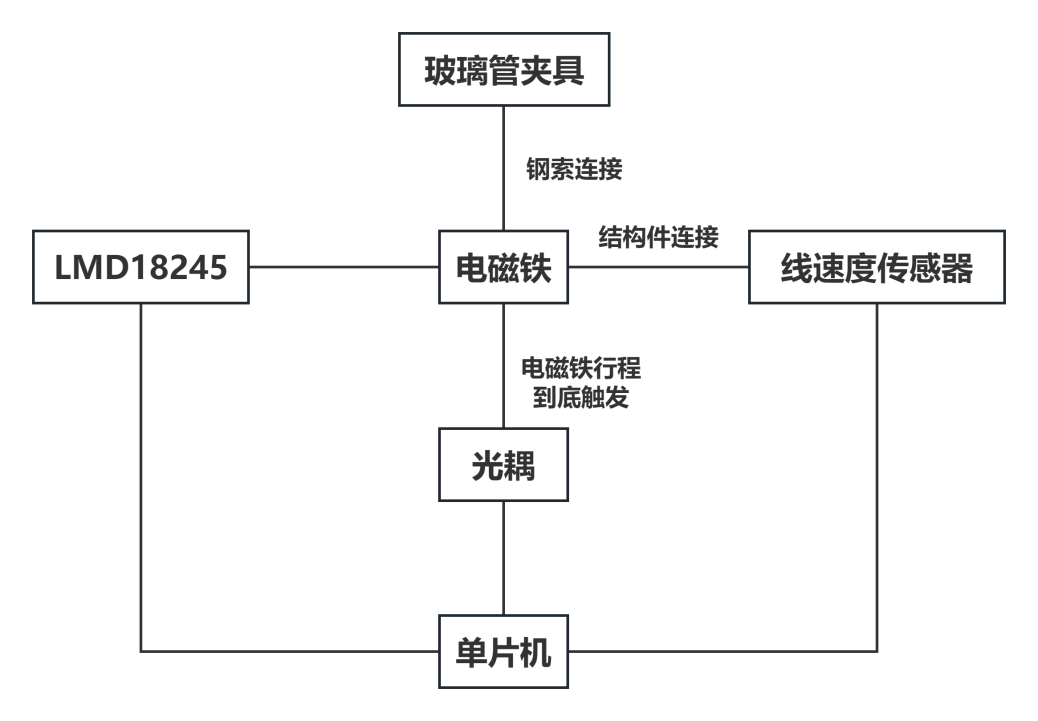
电磁铁通过钢索连接玻璃管夹具,在电磁铁移动时,线速度传感器与电磁铁保持一致,当拉制结束时,电磁铁到底触发光耦,单片机得到结束信号,停止加热。(备注:电磁铁在拉制膜片钳等应用时,电磁铁并不会上电,只会在拉制锥度超长的针时,才会被驱动,因此,大部分应用时,该电磁铁相当于一个固定重量的砝码。)
电磁铁型号忘了记,线速度传感器使用的是TRANS-TEK公司的0100-0009加速度传感器,该传感器是该公司0100-0000的定制版本。

3、加热模块
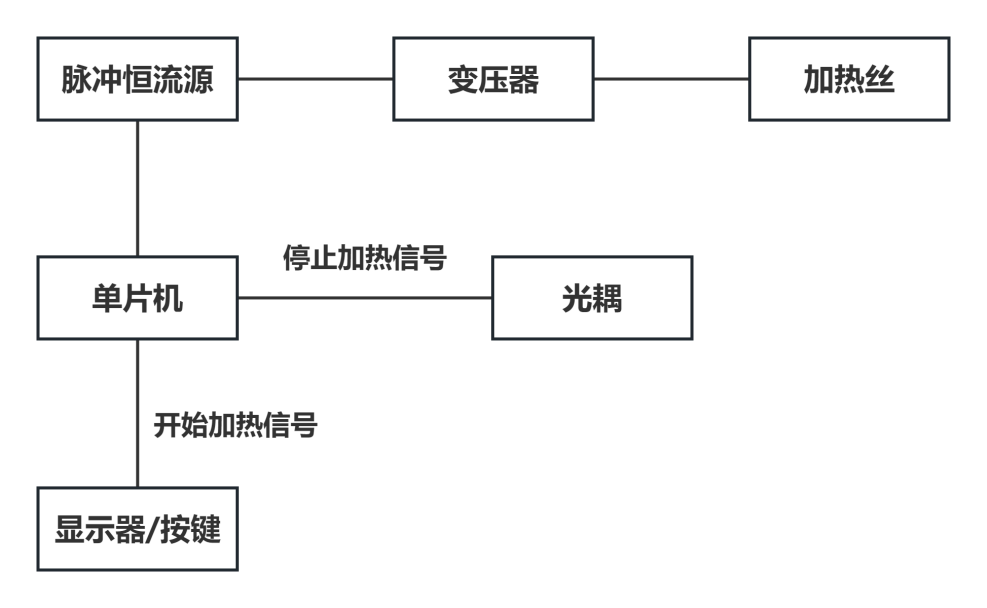
P-1000的加热是脉冲恒流源经过变压器放大电流,变压器是一个降压变压器,匝数比约为10:1,根据变压器的连接线缆可知,连接加热丝的线缆是10 AWG,截面积5.26mm2,最大加热电流不会超过50A。